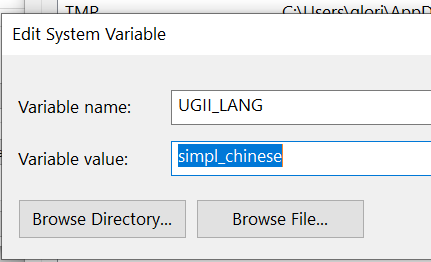
切换至中文界面其实非常简单!只需按照以下步骤操作:
- 打开系统环境变量: 具体操作可能会因操作系统而略有不同。通常情况下,您可以在系统设置中搜索“环境变量”找到它。
- 找到并修改 UGII_LANG 变量: 找到名为 “UGII_LANG” 的变量,将其值更改为 “simpl_chinese”。即简体中文。同理可以把他切换为其他语言界面例如英语为”english”
- 重启 NX: 完成更改后,重新启动 Siemens NX。 您现在应该可以看到中文界面了!
切换至中文界面其实非常简单!只需按照以下步骤操作:
Windows 11 虽将自动登录设置隐藏得较深,但部分场景(如测试、虚拟机、前台操作等)仍需用到此功能。 只需简单设置,即可开启并实现自动登录!
步骤如下:
Win + R,输入 “regedit” 并回车Computer\HKEY_LOCAL_MACHINE\SOFTWARE\Microsoft\Windows NT\CurrentVersion\PasswordLess\DeviceWin + R,输入 “netplwiz” 并回车参考链接: https://www.howtogeek.com/838506/how-to-sign-into-your-windows-11-pc-automatically/
Windows 11 安装过程中强制要求登录微软账户?只需几个简单的步骤,即可在安装时绕过微软账户登录,直接使用本地账户。
操作方法:
Shift + F10 组合键oobe\bypassnro 并回车参考链接: https://www.howtogeek.com/836157/how-to-use-windows-11-with-a-local-account/
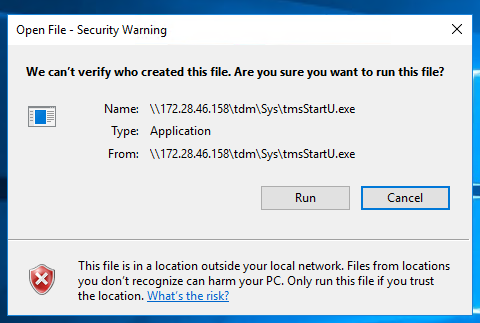
每次启动TDM都有以上烦人的安全警告?
通过以下几步操作就可以把它去掉:
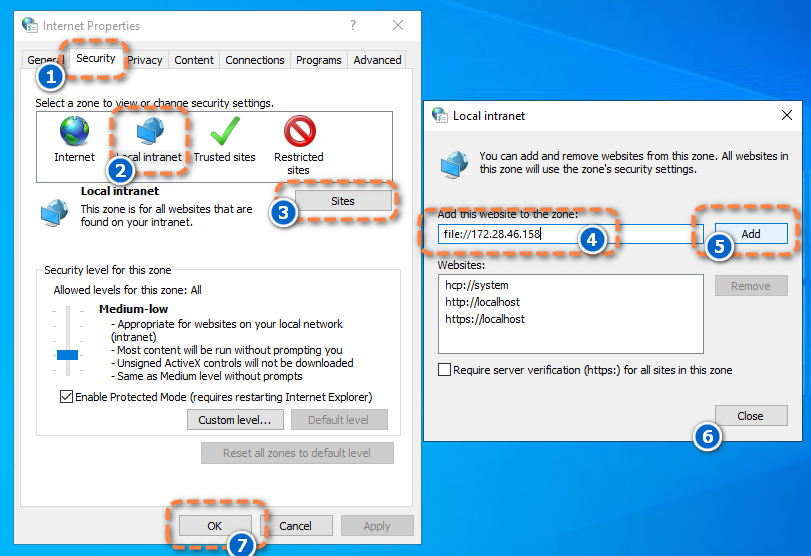
这样下次打开TDM程序就不会再有警告信息了。
注意:这个操作需要管理员权限,部分企业系统可能受限无法打开,需要联系系统管理员给你做设置。
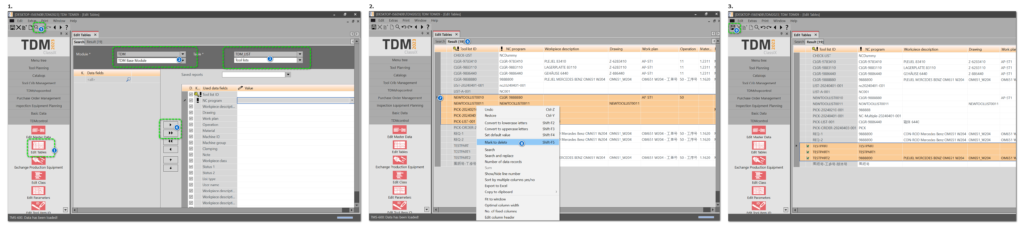
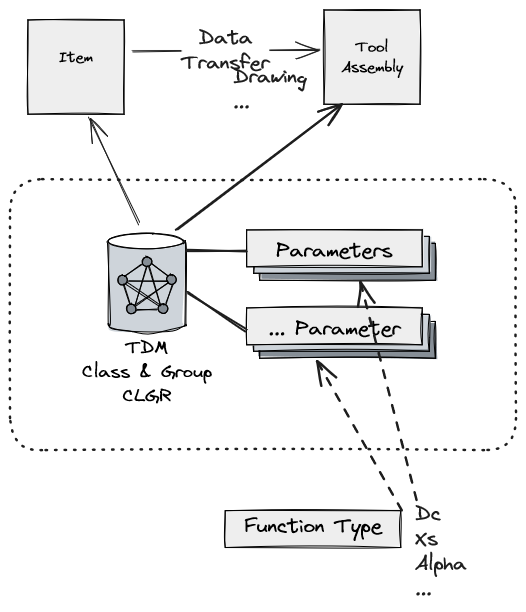
在 TDM CTRL (Control) 中,刀具数据的批量修改是至关重要的一环。当刀具数据积累到一定程度,或者存在大量过时、不再使用的刀具信息时,我们就需要进行清理和维护。使用TDM Control批量删除刀具数据就显得尤为高效。
操作步骤:
Shift 键并点击最后一行刀具,即可快速选择所有需要删除的刀具。您也可以使用 Ctrl 键逐个选择目标刀具。OpenWRT 系统固件将基础系统存储在压缩的只读分区中,任何对基础系统软件包的更新都会写入读写分区,因此占用的空间比直接覆盖压缩基础系统分区中的旧版本要多。建议检查内部闪存的可用空间以及基础系统软件包更新的空间需求。
原帖子建议的操作命令内容:
opkg list-upgradable | cut -f 1 -d ' ' | xargs -r opkg upgrade注意:由于文件系统空间有限,升级有风险。
我的解决方案是,每次通过grep筛选升级。例如以下命令筛选出luci相关的可升级包内容:
opkg list-upgradable | cut -f 1 -d ' '|grep luci确认升级的内容,然后再执行升级
opkg list-upgradable | cut -f 1 -d ' '|grep luci|xargs -r opkg upgrade命令行解释:
opkg list-upgradable 命令列出所有可升级的软件包。 cut -f 1 -d ' ' 命令提取软件包名称,然后使用 grep 命令筛选出需要升级的软件包。例如,grep luci 只筛选出名称中包含 “luci” 的软件包。 xargs -r opkg upgrade 命令批量升级筛选出的软件包。当你导出TDM的刀具数据时候会不会发现有这个错误
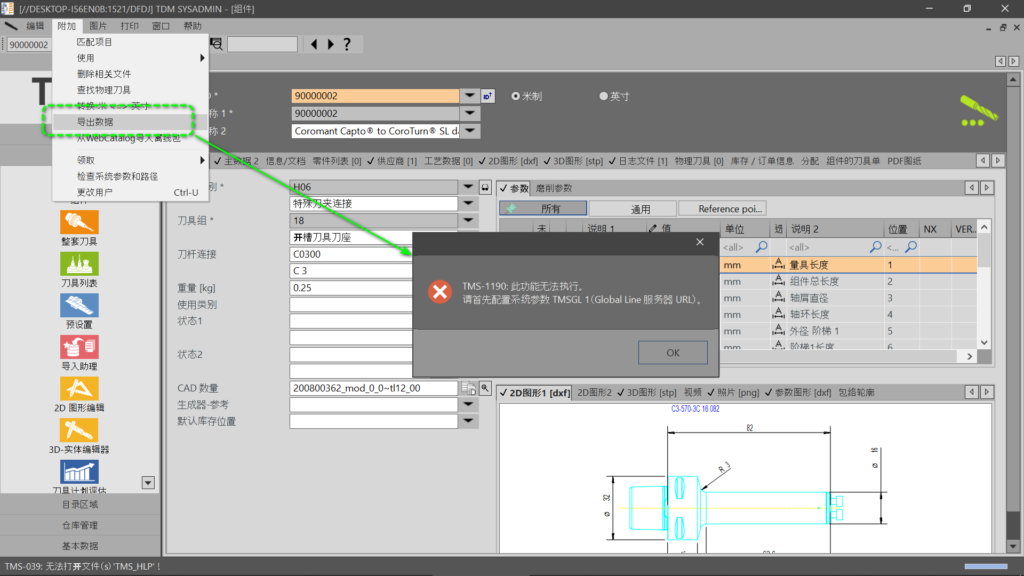
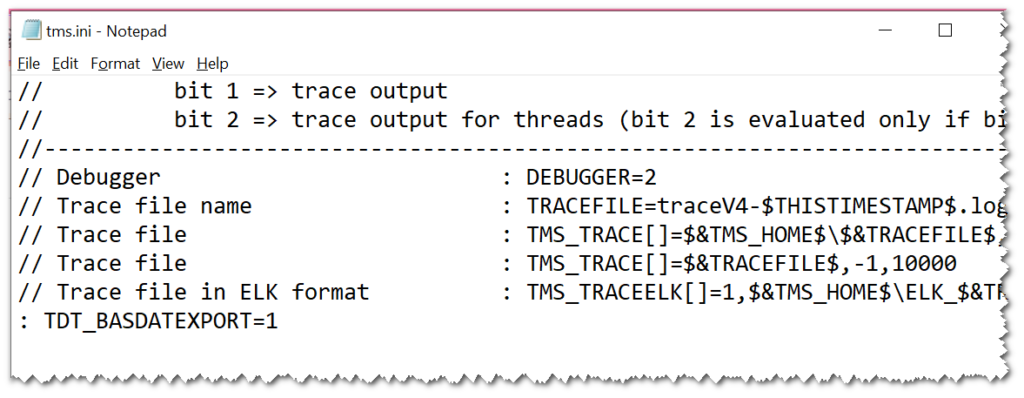
这是因为TDM Classix安装是不会安装TDM Global Line服务的,我们可以通过在<TDM_HOME>\SYS\tms.ini文件添加以下参数,来使用TDM Classix的方法导出文件
TDT Export without GL : TDT_BASDATEXPORT=1注意:冒号和之后的参数才是关键字段,冒号前是注释。样例如下:
习惯了MacOS的的滑动方向,特意将Windows下的滚轮方向逆转
参考链接
HKEY_LOCAL_MACHINE\SYSTEM\CurrentControlSet\Enum\HID
Done (reboot PC).
2025-10-19 星期日 阴
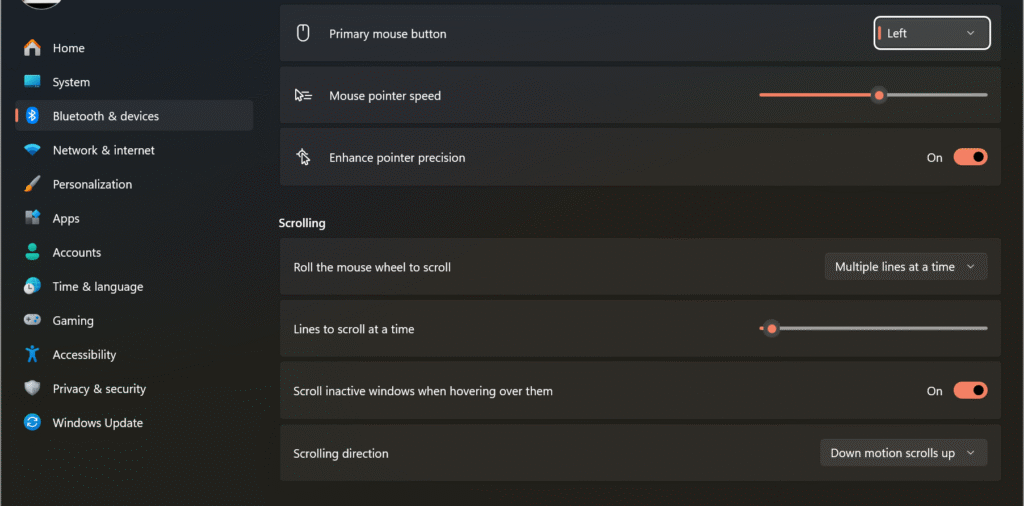
Win11已经有这个设置,无需修改注册表。
原文链接
# 根据时间戳,将largefile截取到smallfile
# 不重新编解码,处理速度很快
ffmpeg -ss 00:00:00 -t 00:50:00 -i largefile.mp4 -acodec copy \
-vcodec copy smallfile.mp4